投稿日:2015年12月5日
最新VA・VE技術情報!!!
少しRを大きくするだけでコストダウン!
コストダウンに役立つVA・VE技術情報の第一弾は、単純な穴加工で役立つコーナーRの見直しについてです。例えばアルミプレート(t12)に下記形状の穴加工を行なう際、R1となっているとドリルやエンドミルで加工すると1穴あたり10分程度かかってしまいます。これは、R1であればΦ2の小径エンドミルを使用し何度も往復させる必要がある事、および通常は工具径の2~3倍までの深さまでしか加工できないため、貫通穴とするにはプレートをひっくり返す作業が必要になるからです。
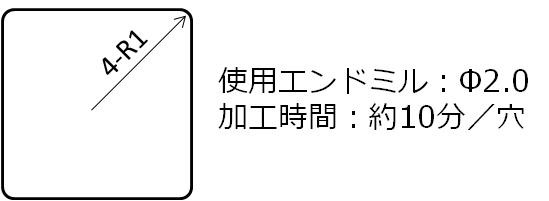
【改善前】少しRを大きくするだけでコストダウン!
この場合、もし設計・使用上の制約がないケースでは、このR1をR2に見直すことができればコストダウンに繋がります。R2に変更することでエンドミルをφ2からφ4に変更できるので切削時間を短縮できることに加え、プレートをひっくり返す必要もなくなるので加工時間全体が削減できます。一般的に機械加工に使用する刃物の強度は、その径に対し乗数的に大きくなります。従って穴やポケットを設計する際には少しでもRを大きくして設計して頂くことで加工時間が短縮でき、最終的には部品や機器のトータルとしてのコストダウンに繋がってくるのです。
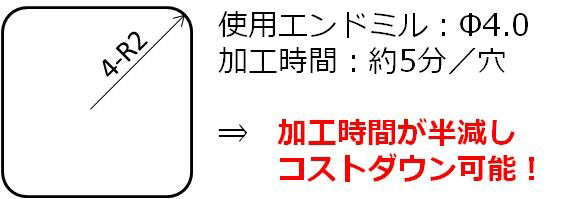
【改善後】少しRを大きくするだけでコストダウン!
機械加工+溶接ならお任せ下さい!

攪拌機用羽根
溶接を伴う機械加工品なら三栄製作所にお任せ下さい!左の攪拌機用羽根はまず旋盤で一次加工した軸部分に羽根を溶接した後、内径仕上げと全長仕上げを行い、キー溝加工を行っています。ステンレスは溶接の熱によって歪みが出やすい材質なので、旋盤の一次加工の段階からこれらの事を考慮して寸法を決めています。さらに穴公差はH7を実現!通常なら敬遠される溶接を伴った機械加工品も当社なら自社設備・人員を使ってスピーディーに対応します!
【左図】φ300×100mm、材質:SUS304、穴公差:H7、溶接後に仕上加工しています。
三栄製作所の取組み
真の「モノづくりのサービス企業」を目指して
わたしたち三栄製作所は、お客様に必要とされる「モノづくりのサービス企業」であり続けるためには、ただ与えられた仕事をこなすだけではなく、社員一人ひとりの柔軟な発想が必要であると考えています。現場で加工を行なう者も、その製品の先にあるお客様の事を考え行動をすることで3S・QCDが実現でき、それで初めて顧客満足が実現できる、という考え方です。そのため、三栄製作所では月1回外部から講師を招き、頭を活性化し柔軟な発想をするための「ブレークスルーセミナー」を社内で開催し、それをモノづくりの考え方や今後の製品開発に活かすべく活動を行っています。ぜひご期待ください!!
